UNITED STATES — POPULATION: 301,139,947 (July 2007 est.)
REGISTERED VEHICLES IN USA (2004 est.): 243,023,485
(137,633,467 - 2001 WOW!!! NEARLY DOUBLED IN 3 YEARS!!!)
VEHICLES PER CAPITA: 1.2391392831849152356612777567567
TOTAL LICENSE PLATES: 243,023,485
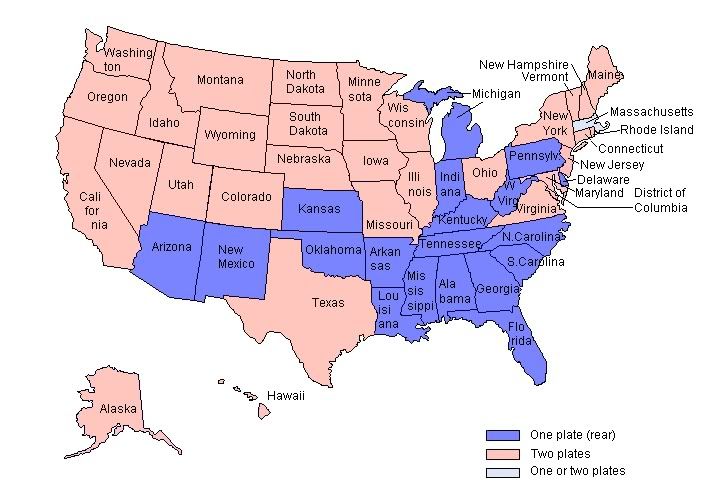
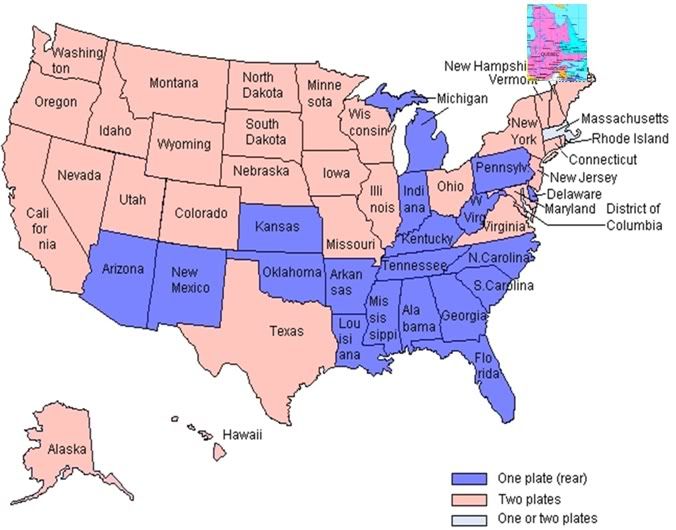
APROXIMATELY 70% OF VEHICLES IN US REQUIRE 2 PLATES
TOTAL LICENSE PLATES: 243,023,485 X 0.7 = 170,116,440
NUMBER OF VEHICLES SUBJECT TO 2 PLATES = 170,116,440
IF 170,116,440 COULD BE REDUCED BY HALF... 85,058,220 PLATES COULD BE ELIMINATED...
AT $0.64 PER PLATE COST... THAT'S $54,437,260.80 OF SAVINGS...
JUST FOR THE COST OF MANUFACTURE!!!
AT AN AVERAGE COST PER PAIR OF $30.00, WITH A SAVINGS OF HALF WHEN PURCHASED, YOU'D BE TALKING $15.00 PER PLATE, OR: $1,275,873,300 OF COST SAVINGS TO THE CONSUMER!!!! (THAT'S RIGHT, WE'RE TALKING OVER A BILLION AND QUARTER MILLION DOLLARS!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!

)
Today the majority of plates are made using a process similar to the example provided by this Rhode Island facility.
The life of a license plate begins with a roll of aluminum. The aluminum is run through a clear-dip tank, or water bath. The bath warms the metal up and clears the surface of any impurities. It is important that the water remain clean. The aluminum is then covered almost entirely, with up to 1/8″ edge on the sides, with a surface of adhesive reflective sheeting. Sheeting is primarily manufactured by 3M and Avery, with 3M being the dominant manufacturer. The sheeting can have any pattern or background image on it, generally the state name, motto, and whatever graphic the state chooses.
The plates then go through the rim die, which cuts the plates to shape and punches the holes that are used to attach license plates to cars. These holes range in width depending on the preference of the state or organization ordering the plates.
The new blanks are placed in stacks by the press.
The plates are slid into and pressed down using what is called a hinge die.
The press operator takes 2 blanks at a time. The press is made by HP, out of Cincinnati.
Letters are selected from a series of key-type letterforms called dies, and are entered into the machine. Plates are pressed by a second press operator.
Numbers are verified and checked to see if the die is upside down.
The plates are then roller coated with a reflective paint on to the letters/numbers. Recently a new dry coat process has been developed that uses fewer chemicals in its formula.
...anyway...
I never use my EXTRA plate, anyway. Damn dealership RAN OUT and SCREWED IT ON to the BUMPER the day I bought the car... before I even realized what just happened!
I carry the BENT front plate in my TRUNK, and if I DO get stopped... I just "show" them how the BOLT HOLE is "WARPED"

from a recent AUTO-CAR-WASH incident... and how I had the dealership parts department getting me a FRAME! (That's my story... and I'm STICKING TO IT!)
PS: No plate on my TOY 4x4 P/U, SUPRA, nor prior couple of supras... etc...
Just a few thoughts...
...to PISS you OFF even MORE!

-crisp















{kind=link}